Roller bearings and ball bearings are everywhere in manufacturing and automation. In our machines, actuators, motors and drives. And so, in almost every mechanical product – everything that moves has some kind of bearing.
The typical steel ball located inside a bearing is subjected to a number of processes before becoming a ball bearing. Starting its life as a simple steel slug, usually drawn from wire in a coil, it goes through processes such as cutting, machining, heat-treating, grinding, honing, and lapping.
Finished and sorted, the balls are placed in a steel component called a race. There is an outer race and an inner race and a retainer mechanism keeps the balls in place. The bearing race itself starts out from a tube and goes through some of the same finishing processes as the balls: machining, hardening, grinding and honing.
So, after being subjected to all of this, how is the finished bearing assembly assessed for quality? Non-circularity is a critical concern in a bearing assembly. A ball bearing and its races that aren’t perfectly round can’t be accurate.
Many testing methods are employed throughout industry such as air gages, probes and machine vision and the best way to test circularity is to measure the OD and ID. This test indexes the part by rotating every 90 degrees to obtain 2-3 readings. One of the simpler methods is to measure the inside diameter, the outside diameter and then the width.
Traditionally, the bearing is measured using an industry standard micrometer or vernier caliper. However, one of the challenges with calipers is that people can measure the same part with the same caliper and get different readings. There are a number of reasons for this. A person who uses a tool with a heavy hand might come up with a different measurement than someone who measures with a less aggressive hold. Other human errors, such as transposition of numbers when taking hundreds of different readings is not uncommon.
However, what quality professionals are looking for in finished bearing measurement is the runout.
Why is this important? In things that move the critical quality features are vibration, noise, accuracy and longevity of the part that will ultimately affect the functioning of the motor, gearbox or whatever the bearing is supporting.
At New Scale Robotics, we created the Q-Span Workstation, a new tool in our toolbox that can help in your high mix, low volume production environments.
A Q-Span System is a complete application kit that easily picks, measures, sorts and places precision small parts. If you have a part that has features such as an OD, ID and widths that need to be picked, measured, recorded and qualified into good parts and failed parts, automatically via trays, a Q-Span Workstation takes the human element and human error out of these measurements.
The Q-Span workstation works with a Universal Robot collaborative robot at about the same speed as a person, safely in a quality lab environment and works 24/7 without a break, allowing your QA staff to be deployed to higher value tasks.
Further reading and information:
To learn how we measured complex dovetail features on linear bearings, see our “How It’s Measured” video and application note series.
For a sneak peek at how we have automated air gaging for high precision parts, see our 2-minute video:
If you would like to find out more about how Q-Span Workstations can automatically measure your bearing assemblies or other part types, send us an email at NSRsales@newscalerobotics.com
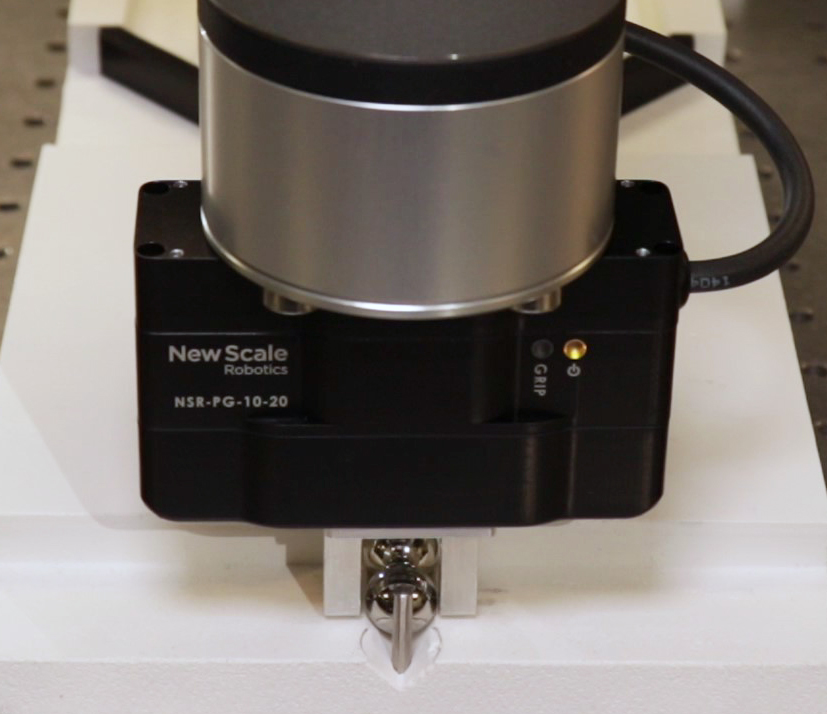
A Q-Span Workstation uses robotic gripper/caliper tool to pick, measure and sort small parts, including ball bearings, for QC automation.
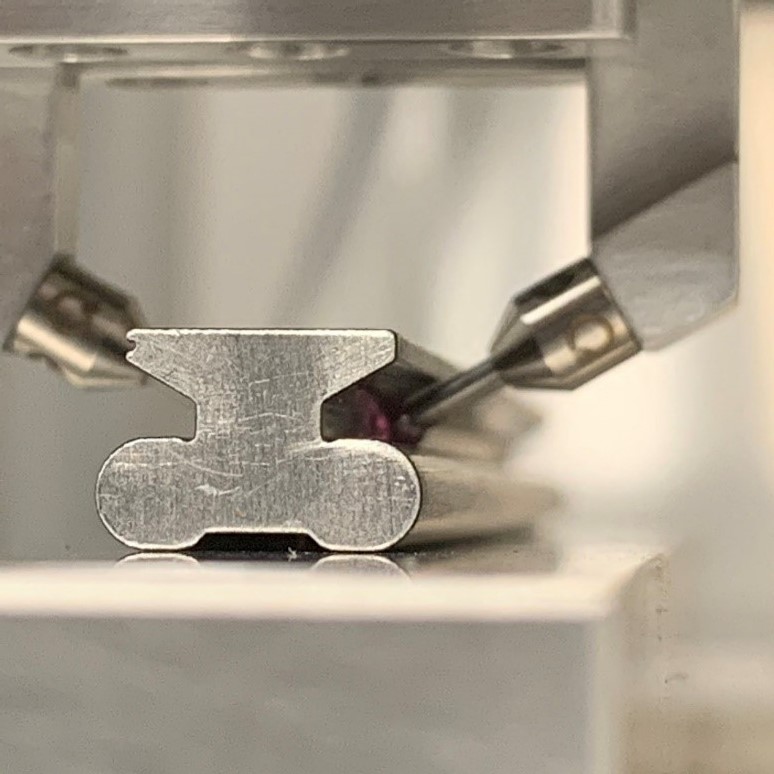
A Q-Span Workstation robotic caliper tool measuring a dovetail feature on a linear bearing.